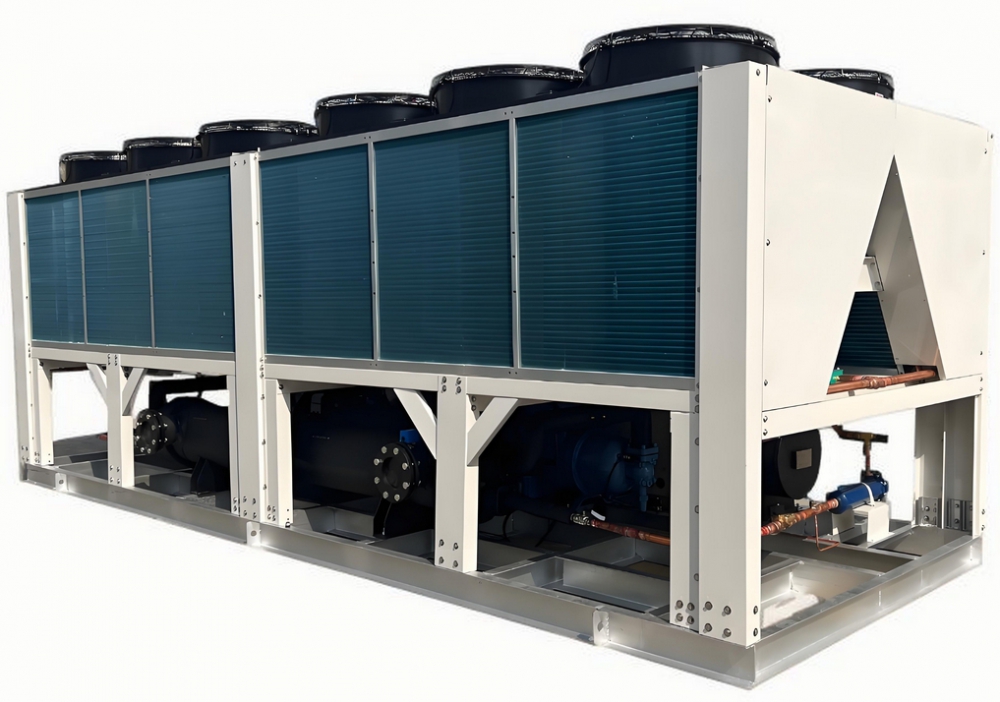
The Modular Water-Cooled Condensing Unit is engineered for commercial refrigeration, industrial cooling, and large-scale HVAC applications, delivering unmatched efficiency, reliability, and scalability.
Technical Architecture 技术架构
Features a dual-circuit compression system (scroll/screw compressor options) with independent module operation. Faulty modules auto-isolate, ensuring system uptime. The water-cooled heat exchanger uses high-efficiency corrugated tubes, boosting heat transfer by 30% compared to traditional designs. Variable frequency pump technology enables demand-based cooling, slashing operational costs.
Energy Efficiency
AHRI-certified with EER up to 4.2; meets EU ERP and Ecodesign Tier 2 standards. Smart defrost logic reduces energy consumption by 30%, while winter heating mode achieves a COP of 3.8 for sub-zero applications (-20℃ to 48℃ ambient operation).
Applications
Commercial Refrigeration: Supermarkets, food processing plants, cold storage warehouses
Industrial Cooling: Laser cutters, CNC machinery, data center server cooling
Specialized Use: Pharmaceutical cold chains, laboratory precision control, district energy systems
Installation & Maintenance
Modular design supports side/stack/back-to-back mounting with ≥800mm service clearance. Each module includes pressure gauges, sight glasses, and auto-drain valves, extending maintenance intervals to 12 months. Optional remote monitoring integrates via Modbus/BACnet protocols with building automation systems (BAS).
Environmental Resilience
Passes ASTM B117 salt spray and IEC 60068 vibration tests. Equipped with 12-layer safety protections, including phase sequence monitoring, anti-freeze controls, and optional seismic brackets/ATEX certification for hazardous environments.
The Modular Water-Cooled Condensing Unit integrates cutting-edge refrigeration technology with industrial-grade durability. Its dual-circuit compression system (scroll or screw compressor options) ensures redundancy—if one circuit fails, the others maintain operational continuity. Advanced PID control algorithms stabilize temperature fluctuations within ±0.5℃, critical for applications like pharmaceutical storage or precision manufacturing.
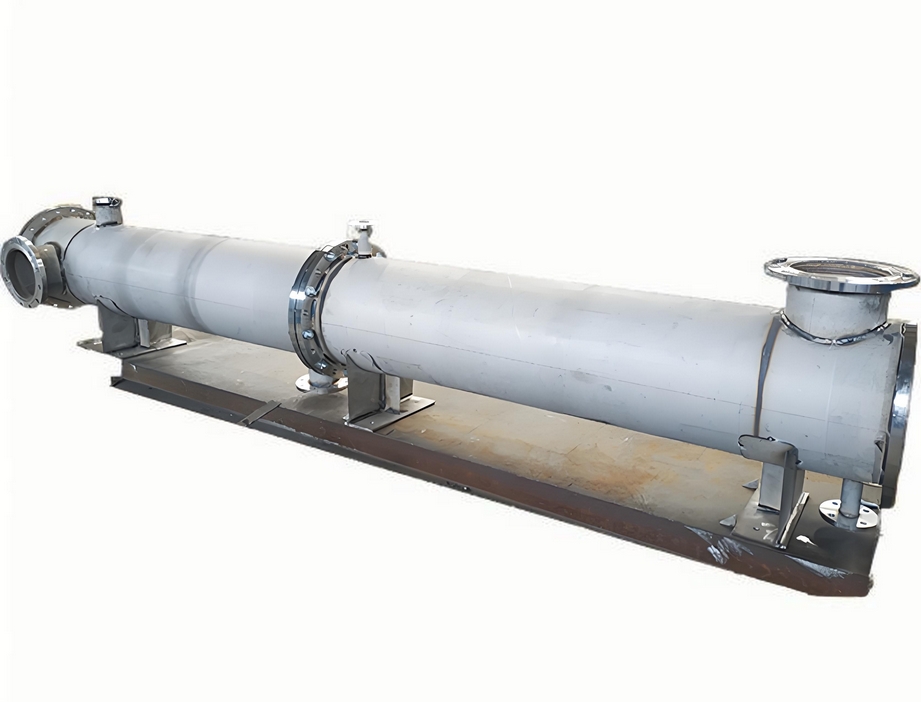
Thermal efficiency is maximized through a proprietary water-cooled heat exchanger design, featuring corrugated tubes that increase turbulence and heat transfer rates by 30% compared to smooth-tube counterparts. This design, coupled with variable-speed EC fans, adapts dynamically to load demands, reducing energy waste during partial-load conditions.
For extreme environments, the unit offers optional -20℃ ambient operation via low-temperature kits and corrosion-resistant 304 stainless steel construction with electrostatically applied anti-corrosion coatings. All models undergo rigorous salt spray (ASTM B117) and vibration (IEC 60068) testing to ensure longevity in harsh conditions.
Site Preparation:
Ensure a level concrete pad capable of supporting unit weight (module-specific data provided pre-shipment).
Verify water supply/return lines meet pressure (0.8–4.5MPa) and flow (0.5–15m³/h) requirements.
For outdoor installations, maintain ≥800mm clearance around all sides for airflow and maintenance access.
Modular Assembly:
Connect modules using quick-release hydraulic couplings (no soldering/welding required).
Secure inter-module cabling via labeled waterproof connectors.
Attach pre-filled refrigerant lines (factory vacuum-sealed to prevent contamination).
Commissioning:
Power up via terminal block (compatible with 380V–480V/50Hz–60Hz).
Calibrate sensors using the touchscreen HMI or cloud platform.
Run initial 2-hour test cycle to verify PID stability and leak-tight seals.
Preventive Maintenance:
Bi-annual tasks: Clean condenser coils, inspect gaskets, and verify refrigerant levels.
Annual tasks: Replace desiccant filters, lubricate fan bearings, and update firmware.
Optional: Enroll in [Brand]’s predictive maintenance program for IoT-based anomaly detection.
Standard Accessories:
Acoustic enclosure (reduces noise to ≤65dB(A))
4G LTE modem for cloud connectivity
Pressure gauges with glycol-compatible fill fluid
Auto-drain valves with manual override
Optional Upgrades:
ATEX/IECEx certification for hazardous locations
Seismic restraint brackets (compliant with IBC 2021)
Dual-circuit backup power inverter
Customization Options:
Voltage/frequency adaptation for regional standards
Bespoke refrigerant blends (e.g., R513A for low-GWP requirements)
Custom color finishes (RAL or Pantone matching)
Non-standard footprint configurations (consult engineering team)
As a China-based manufacturer serving global markets, we provide:
Global Warranty Coverage: 24-month standard warranty extendable to 60 months for critical components.
Technical Assistance: Multilingual support (English/Spanish/German) available 24/7 via phone, email, or WhatsApp.
Spare Parts Logistics: 95% of components ship within 48 hours from regional hubs in EU, NA, and APAC.
On-Site Services: Partner network for installations/repairs in 50+ countries (lead times vary by region).
Compliance Documentation: AHRI, CE, and UL certifications included with every shipment.
For custom projects, our engineering team offers free feasibility studies, including 3D layout simulations and ROI calculations. Non-disclosure agreements are available upon request for confidential projects.